| Item |
Plastic-Lined Steel Pipe for Cold Water |
Plastic-Lined Steel Pipe for Hot Water |
| Bond Strength |
> 1 MPa (100 N/cm²) |
> 1.5 MPa (150 N/cm²) |
| Bending Test (Nominal Diameter ≤ 50 mm) |
No cracks, no separation between steel and plastic |
No cracks, no separation between steel and plastic |
| Flattening Test (Nominal Diameter > 50 mm) |
No cracks, no separation between steel and plastic |
No cracks, no separation between steel and plastic |
| Hygienic Performance Test |
Complies with GB/T 17219 requirements; also meets Ministry of Health Regulation (2001) No. 161 |
Complies with GB/T 17219 requirements; also meets Ministry of Health Regulation (2001) No. 161 |
| Thermal Cycling Resistance |
Recommended maximum working temperature of conveyed medium: 40°C |
After three thermal cycling tests, the plastic lining shows no deformation or cracks; bond strength ≥ 1.5 MPa (70°C) |
• The base pipe is a hot-dip galvanized steel pipe, using advanced domestic welding technology and weld bead removal treatment.
• Polyethylene: The polyethylene used is from manufacturers such as Shenhua and Qilu, and meets the "Safety Evaluation Standard for Drinking Water Transmission and Distribution Equipment and Protective Materials" (GB/T17219-2025). It is a non-toxic, tasteless, and odorless granular material with high strength, good toughness, heat resistance, and good cold resistance.
• Hot melt adhesive: The hot melt adhesive used is produced by 2-H Company of South Korea. It is a modified polyethylene material with good processing performance, high bonding strength, long bonding life, and retains the characteristics of polyethylene, exhibiting excellent compatibility with polyethylene materials.
Basic molding and inspection
• A fully automatic feeding machine is used to proportion the raw materials, ensuring that the raw materials are mixed in the set ratio,
ensuring that the plastic tubes meet the requirements. After mixing, the raw materials pass through a plastic forming machine to form the inner plastic tube.
• Inspect whether the plastic layer wall thickness meets the requirements for plastic layer thickness in GB/T28897-2021, and at the same time, inspect the plastic layer for defects such as bubbles and cracks.
Steel pipe sandblasting, lamination, and inspection
• Sandblasting: The inner wall of the steel pipe is treated with a sandblasting machine or pipe grinding machine to increase its roughness, allowing for a perfect fit with the plastic pipe.
• Lamination: After the plastic pipe is drawn into the steel pipe, it is laminated using a plastic-lined steel pipe lamination machine. Through high temperature, pressure, and cooling, the plastic pipe and the inner wall of the steel pipe are tightly bonded.
The oxidation induction time of the plastic layer at a test temperature of 200℃ should be no less than 20 minutes.
• Inspection: The bond strength should be no less than 1.5 MPa, the peel strength should be no less than 35 N/cm, and the maximum working pressure is 1.6 MPa (for resistance-welded steel pipes).
The maximum operating temperature for cold water is 40℃, and the maximum operating temperature for hot water is 70℃.
On-site construction
• Grooved connections are suitable for steel-plastic composite pipes with a nominal diameter ≥ DN50.
• Grooved pipe fittings should comply with current national product standards.
• The working pressure of the grooved pipe fittings should match the working pressure of the pipeline.
• Grooved pipe fittings used for conveying hot water should use heat-resistant rubber rings.
Pipe Cutting
Use a pipe cutting machine to cut the steel pipe to the required length. Use a level to check the cut section to ensure it is perpendicular to the central axis of the steel pipe. If there are burrs on the cut, use a grinding wheel to polish it smooth.
Pipe Erection
Place the steel pipe that needs to be grooved onto the grooving machine and the roller frame. Use a level to adjust it so that the steel pipe is in a horizontal position.
Grooving
Start the grooving machine and let the roller rotate one full turn. Observe whether the steel pipe section remains close to the grooving machine. Slowly press down the jack so that the upper pressure wheel evenly rolls the steel pipe until the predetermined groove depth is reached.
Connection
Fix the steel pipe on the support hanger. Put an undamaged rubber sealing ring onto one pipe end. Apply lubricant to the other pipe end, rotate the rubber sealing ring into place, then tighten the bolts evenly in turns with nuts.
• For lined pipes with a diameter ≤ DN100mm, spiral connections can be used;
• Before connecting the lined pipe to the fittings, check the rubber sealing ring or anaerobic sealing ring inside the fittings. Then, manually tighten the threads of the pipe section onto the fitting. After confirming the connection of the fitting interface and the insertion of the lined pipe, use pipe wrenches to connect the pipe body and the fitting (Note: Do not rotate in reverse).
Pipe Cutting
When cutting steel pipes, flame cutting and abrasive wheel cutting are strictly prohibited. A metal band saw should be used only as a last resort. Ensure the cut surface is perpendicular to the pipe body. Remove burrs from the ends, and remove oil, water, and chips. When using a pressure cutting method, ensure the pressure blade is sharp to avoid steel-plastic delamination. The internal bevel angle of the steel-plastic pipe cut surface should be adjusted to 45°.
Threading
When using a threading machine to process threads, standard cooling methods should be used to process the pipe threads to the requirements of GB/T7306.2-2000. For threading plastic-lined pipes of DN50 and above, the threading should be completed in two cuts to process the thread to the standard specified length.
Threaded Connections
Wrap the threads with PTFE tape or apply sealant or repair fluid. The end faces must also be treated with sealant or repair fluid. Tighten the fitting by hand first, then tighten it with pipe wrenches. After connection, apply rust-preventive sealant to exposed threaded portions and all areas with plier marks and surface damage.
• Cause Analysis: The grooving rollers for plastic-lined pipes are larger than those for fire hoses; the operator is grooving at a high speed.
• Solution: Pay attention to the size of the grooving rollers for plastic-lined pipes (see the diagram below for suitable roller sizes), and do not use fire hose rollers for grooving; inform operators that the grooving speed should not be too fast.
Plastic-coated composite steel pipe
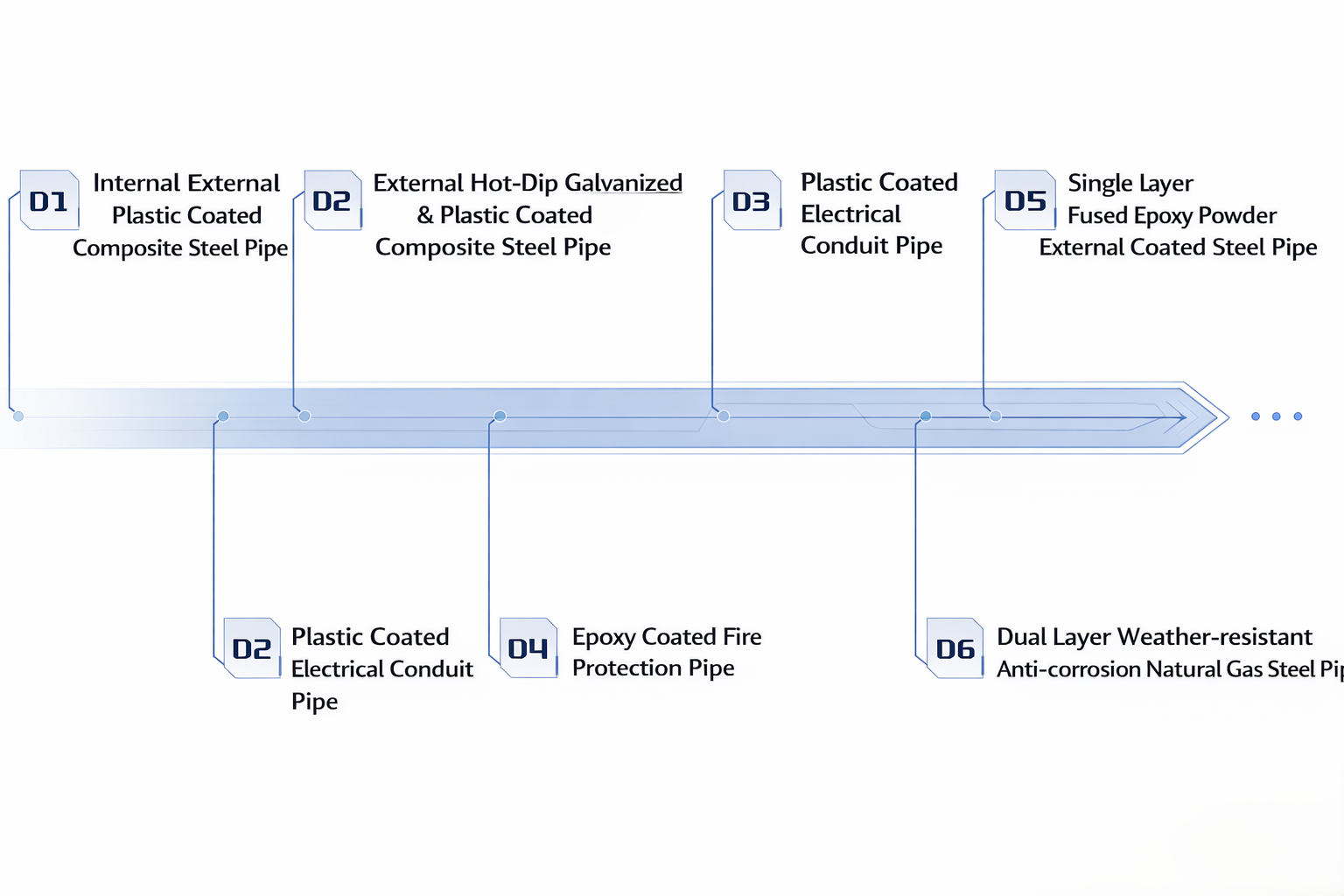
Internal and external plastic coated composite steel pipe
• Water supply plastic-coated composite steel pipes use welded steel pipes or seamless pipes as the base pipe. After sandblasting, rust removal, and heating, epoxy powder is electrostatically sprayed and cured at high temperature. Products are divided into internally and externally plastic-coated composite pipes and externally galvanized and internally plastic-coated composite pipes, suitable for conveying media such as water supply and drainage, coal mines, and wiring. Common colors include red, blue, black, gray, white, and green.
• Nominal diameter: DN15-3000mm
• Standard: CJ/T120-2016 "Water Supply Plastic-Coated Composite Steel Pipes"
• Steel grades: Q195-Q355B, L245M-485M
Ø Product advantages: The coating material uses imported food-grade epoxy powder, which has strong adhesion, is non-toxic and harmless, has a bright luster, and provides corrosion protection for 30-50 years.
Ø The product has the mechanical properties of hot-dip galvanized steel pipes, and also features a smooth coating, low coefficient of friction, fast flow rate, and no scale buildup.
Galvanized steel pipe with inner plastic coating

• Internally coated composite steel pipe is a new type of pipe material that uses polyethylene or epoxy resin powder to coat the inner wall of the steel pipe. Utilizing electrostatic adsorption theory, polyethylene or epoxy resin powder is sprayed onto the pipe after pretreatment using a spray gun. It is also known as second-generation anti-corrosion coated steel pipe, or internally epoxy composite steel pipe.
• Nominal diameter: DN15-600mm
• Standard: CJ/T120-2016 "Water Supply Plastic-Coated Composite Steel Pipe"
• Steel grade: Q195-Q355B, L245M-485M
• Product advantages: Suitable for working environments below 90°C; the coating has extremely high adhesion; its coating has high hardness, good impact resistance, and good chemical corrosion resistance; it can be used for water supply and drainage, hot and cold circulating water pipelines, and is heat- and corrosion-resistant, suitable for marine circulating water systems and the chemical industry.
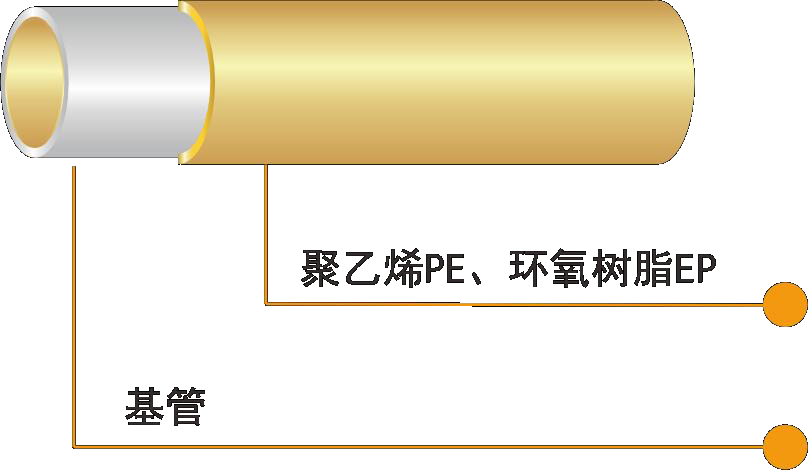
Plastic-coated cable conduit

• Electro-coated steel pipes and hot-dip plastic-coated steel cable protection pipes are manufactured using a fluidized bed impregnation process. Depending on the medium and working conditions, different polymer materials, such as polyethylene (PE)/epoxy resin (EP), are used. These are uniformly coated onto the metal surface using specialized equipment. After plasticizing and curing, a uniform, dense, and smooth plastic coating is formed on the metal surface, creating a new type of steel-plastic composite pipe.
• Nominal Diameter: DN80-300
• Standard: CJ/T120-2016 "Plastic-Coated Composite Steel Pipe for Water Supply"
• Steel Grade: Q195-Q355B, L245M-485M
• Product Advantages: Hot-dip plastic-coated cable conduit characteristics: chemically stable, corrosion-resistant, high-strength mechanical properties, strong steel pipe pressure resistance; smooth inner wall prevents cable scratches; flared connection shortens construction time, socket connection saves costs in harsh environments; plastic coating inside and outside the steel pipe protects the main body and cable, anti-aging; operating temperature -40℃-80℃, used for high and low voltage cable conduits, good insulation.
Epoxy Resin Fire Fighting Pipes

• Epoxy resin fire fighting pipes are steel pipes with an epoxy resin coating applied to their surface to improve corrosion resistance. Epoxy resin, as a high-performance anti-corrosion material, possesses excellent acid and alkali resistance, corrosion resistance, aging resistance, vibration resistance, and wear resistance, effectively protecting the steel pipe from external environmental erosion.
Simultaneously, the epoxy resin coating also has good adhesion and wear resistance, ensuring stable performance of the pipeline during long-term use.
Flame retardants and other relevant raw materials must be added to the powder material during the production process.
• Steel Pipe Types: Round and Square Pipes
• Standard: GB/T5135.20-2010 "Automatic Sprinkler Systems" Part 20: Coated Steel Pipes
• Product Advantages: In addition to corrosion resistance and wear resistance, it also has excellent high-temperature resistance, maintaining stable performance in high-temperature environments to meet the needs of fire protection systems in emergency situations.
Single-layer fusion-bonded epoxy powder coated steel pipe
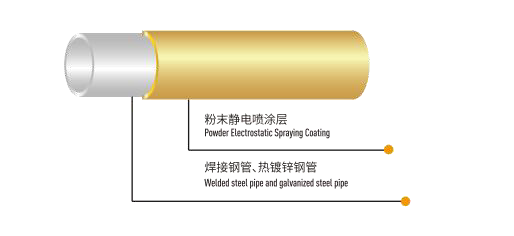
Ø Single-layer fusion-bonded epoxy powder-coated uncoated anti-corrosion steel pipes are suitable for flammable gases such as oil, natural gas, municipal gas, and water, as well as other general pressure fluid media. Operating temperature is -30°C to 100°C.
Ø Epoxy powder coating has extremely high corrosion resistance, with superior adhesion, hydrochloric acid spray resistance, and impact resistance. It completely solves the corrosion problem of pipelines, eliminating the need for regular maintenance like paint, thus saving significant maintenance costs.
Guaranteed service life of outdoor anti-corrosion pipelines for 20-30 years.
Ø Nominal diameter: DN15-200mm
Ø Standards: GB/T28897-2021 "Steel-Plastic Composite Pipes"
GB/T42541-2023 Coated Steel Pipes for Gas Pipelines
Coated weather-resistant and corrosion-resistant natural gas steel pipe
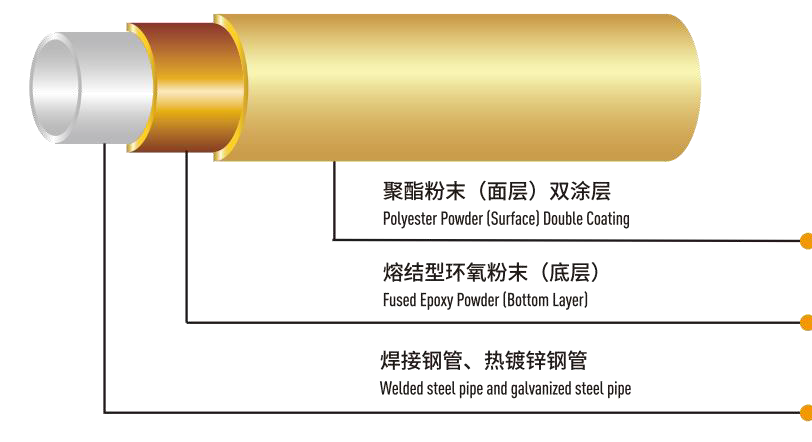
• Double-coated weather-resistant and corrosion-resistant steel pipes are suitable for flammable gases such as petroleum, natural gas, municipal gas, and coal gas, as well as other general pressure fluid media; suitable for outdoor overhead gas pipelines and harsh environments.
• This coating features convenient application, no pollution, impact resistance, bending resistance, and good temperature resistance. It offers superior corrosion resistance and weather resistance, with a working temperature range of -30°C to 100°C.
• The base epoxy powder coating has very high corrosion resistance, while the top polyester powder coating has excellent weather resistance.
• Double-coated pipes offer excellent corrosion resistance and long-life weather resistance. They are not prone to chalking, loss of gloss, or fading, ensuring a service life of 20-30 years, or even up to 50 years, for outdoor gas pipelines.
• Nominal diameter: DN15-200mm
• Standards: GB/T28897-2021 "Steel-Plastic Composite Pipe"
GB T42541-2023 "Coated Steel Pipes for Gas Pipelines"
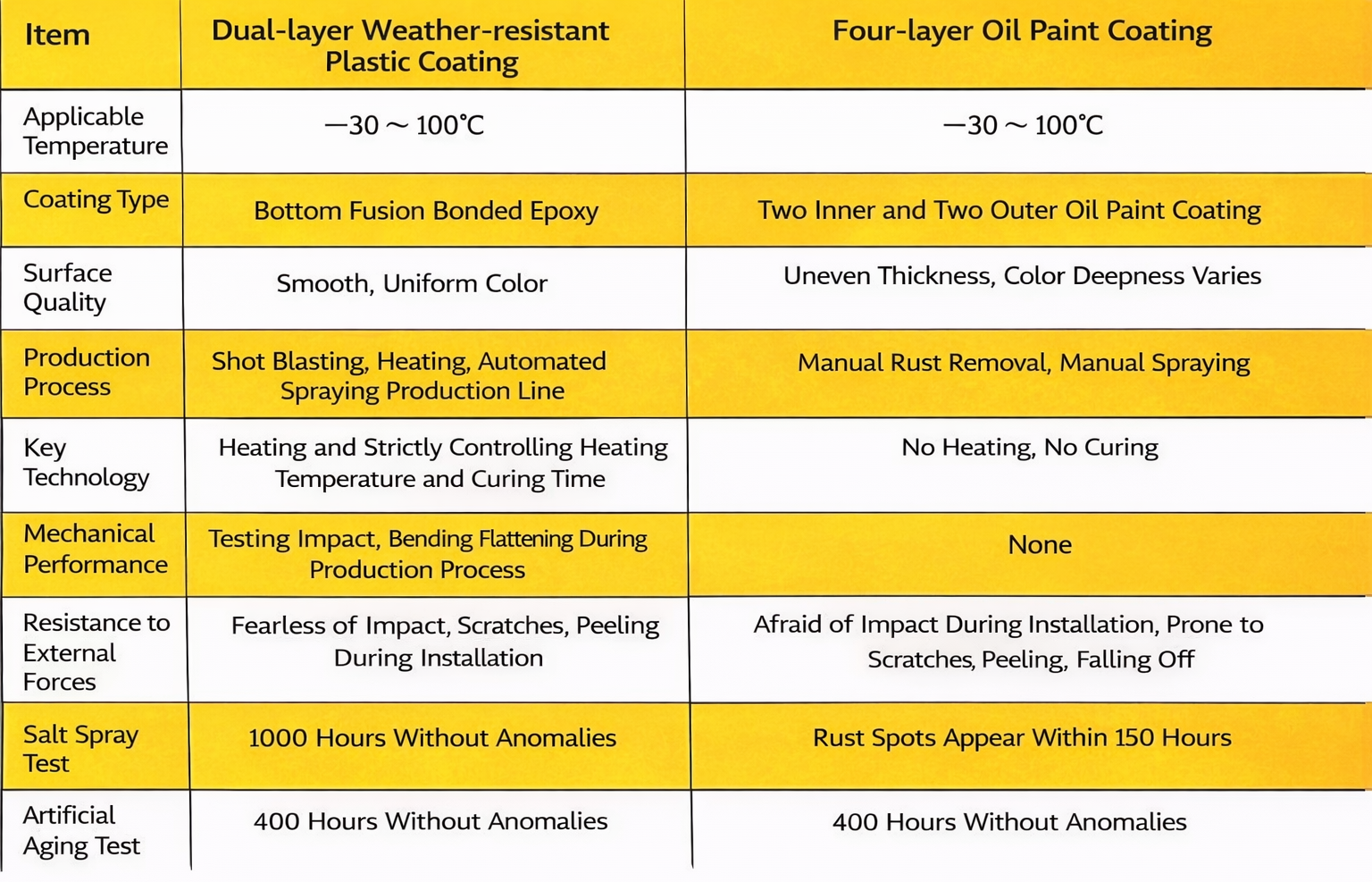
Coated weather-resistant and corrosion-resistant natural gas steel pipe
Comparison of dual-coat weather-resistant plastic coating and anti-corrosion paint
Production process flow
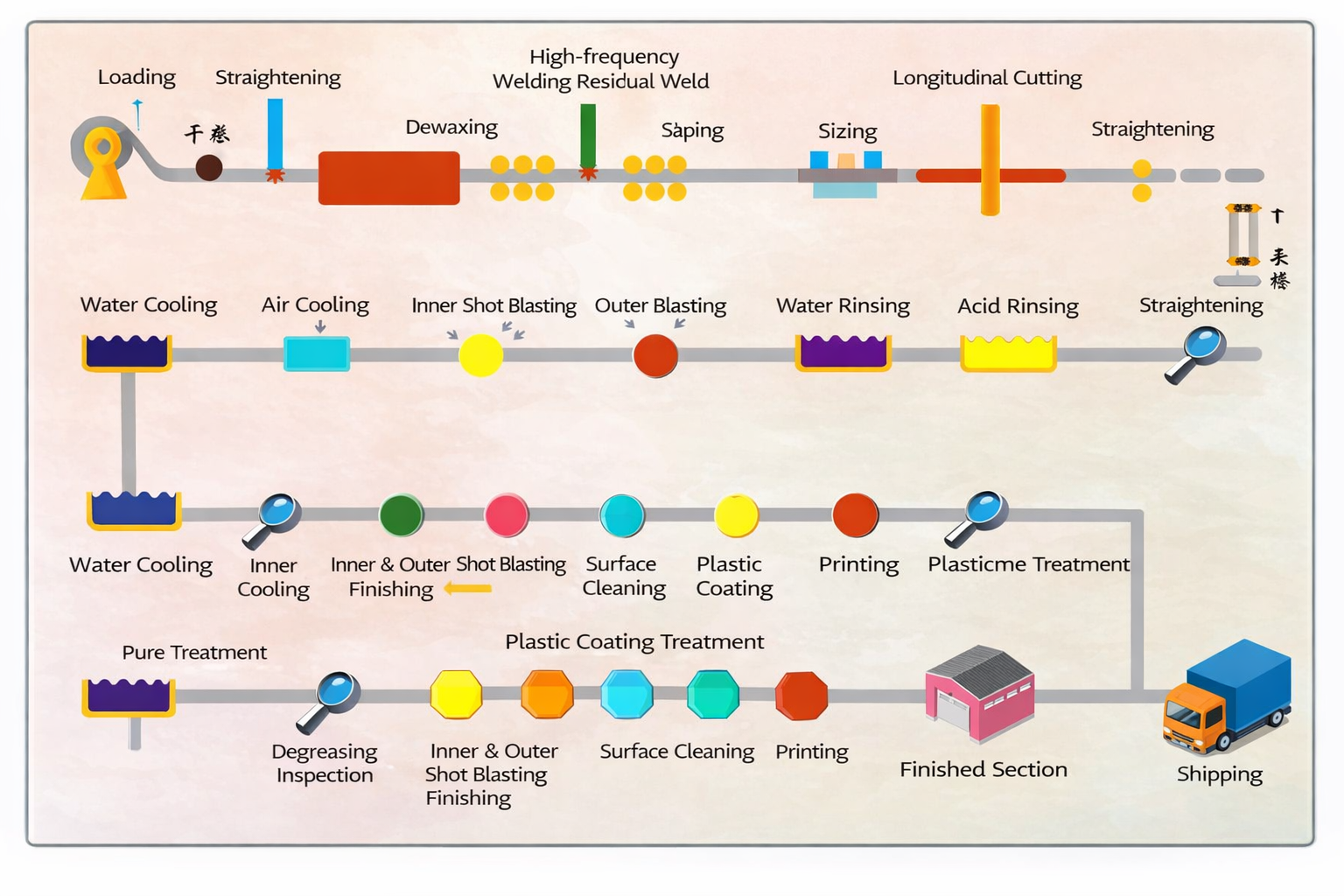
Sandblasting and shot blasting rust removal process
• Steel pipe surface treatment requirements: First, the steel pipe should be sandblasted or shot blasted; the surface rust removal quality should meet the Sa 2½ grade requirements specified in GB/T8923.1;
• It should have a certain roughness, with an anchor pattern depth of 40-90μm.
Dust and abrasive adhering to the steel pipe surface should be thoroughly cleaned.
• Equipment advantages: The use of fully automatic rotating steel pipe sandblasting equipment ensures a more uniform shot blasting effect on the steel pipe surface, thereby improving the adhesion and uniformity of the outer coating.
Preheating furnace process
• Preheating: The preheating temperature is generally controlled between 180 and 210℃. Adjustments can be made based on actual site conditions.
• It is important to note that excessively high preheating temperatures can cause fluidization and unevenness in the coating layer, while excessively low temperatures can reduce the adhesion of the coating layer, and in severe cases, even prevent proper coating application. Therefore, the temperature must be strictly set according to the coating specifications.
• The use of fully automatic temperature-controlled heating equipment effectively eliminates the problem of uneven heating of the steel pipe surface, ensuring uniform heating of the entire steel pipe with controllable temperature, thus better guaranteeing coating uniformity and adhesion performance.

Internal and external spraying processes
• Process: External coating is primarily applied using a spray gun, while internal coating is primarily applied using a roller. The coating thickness can be adjusted by regulating the preheating temperature, powder output, spraying time, and machine speed to ensure the coating thickness meets standard requirements (coating thickness can be controlled within the range of 100μm~800μm).
• Equipment Advantages: Timely and fully enclosed modifications to the spraying equipment enhance energy efficiency and environmental friendliness.
• The use of fully automatic rotating steel pipe spraying equipment ensures a more uniform coating effect on the steel pipe surface, thereby improving the uniformity of the external coating.

Curing oven process
• The coated pipes are then placed in a curing oven at 200-260℃ for heating.
This allows the coating to melt and form a uniform film on the pipe surface before cross-linking and curing.
The temperature must be similar to the preheating temperature and strictly controlled. Excessive temperature will alter the coating properties, resulting in uneven coating and color variations. Insufficient temperature will lead to weak curing, reduced adhesion, and shortened pipe lifespan.
• The use of fully automatic temperature-controlled heating equipment effectively eliminates uneven heating of the steel pipe surface. Controllable temperature ensures better coating uniformity and adhesion.

Inspection process
• Appearance Inspection: The main inspection items for plastic-coated pipes are appearance, thickness, and adhesion. Appearance inspection involves visually inspecting the quality of the plastic-coated pipes. Requirements include a uniform, smooth, and glossy coating, color conforming to standards, and the absence of pits, bubbles, cracks, scratches, raised deposits, etc. Slight orange peel texture is permissible.

Orange peel texture
|

Scratches |

Raised deposits |

Bubbles |
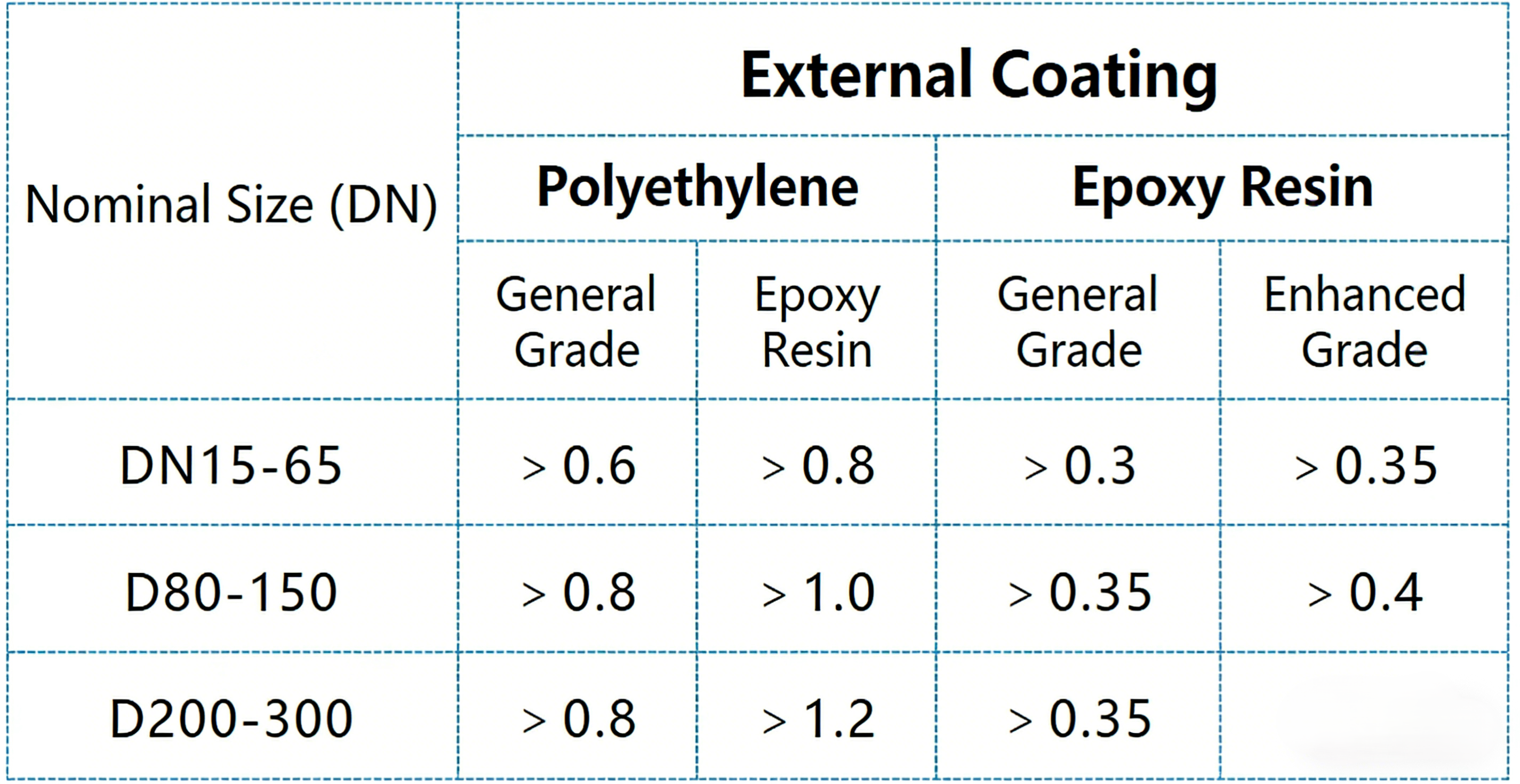
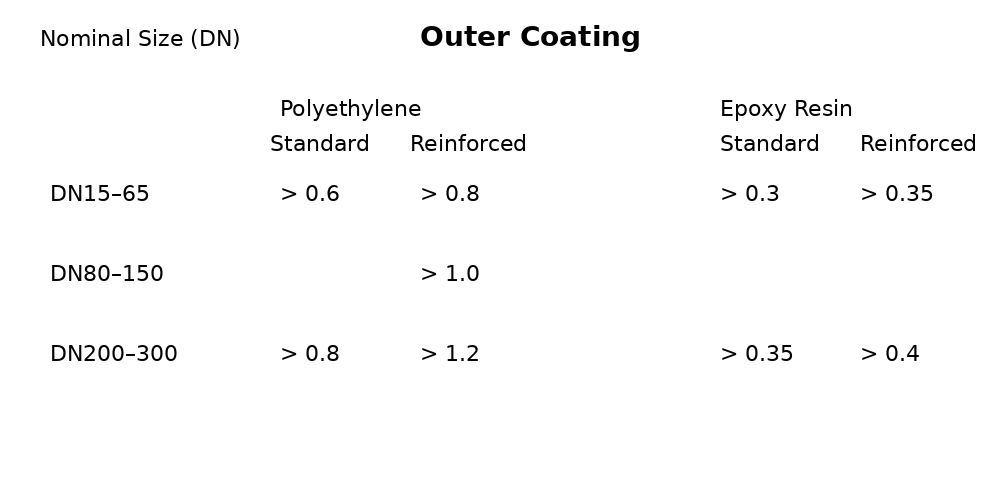
• Coating thickness inspection: Generally, a measuring instrument is used for inspection. The coating thickness is required to be measured at any four points perpendicular to each other on any two cross sections. The coating thickness should meet the requirements of standard CJ/T120-2016. For special requirements, production should be carried out according to the requirements.

• Coating Incompleteness Detection: Use an electric spark tester to inspect the entire surface of the test tube for the presence or absence of electric sparks. No electric sparks are considered合格 (qualified). The voltage value for the pinhole test should conform to the following table:
| Coating Type |
Epoxy Resin |
| Coating Thickness (mm) |
0.3-0.4 |
>0.4 |
| Test Voltage (V) |
1500 |
2000 |
• Instruments and equipment: 3% hydrochloric acid solution, 5% sodium hydroxide solution
• Standard: GB/T9274-1998 Method A
• Test requirements: No bubbles, cracks, peeling, powdering, obvious color difference, obvious loss of gloss, or other coating defects should be observed.
• Result: Pass
• Judgment: Qualified
• Coating Adhesion Testing:
• Instrumentation: Fully Automatic Steel Pipe Bending Tester
• Standard: GB/T3091-2025
• Testing Requirements: No cracks or leaks in any direction of the pipe body.
• Judgment: Pass
• Test Rules: Cut a sample of approximately 1200 mm from any position on the tested plastic-coated steel pipe. Bend the sample at room temperature at a diameter 8 times the outer diameter of the base pipe on a pipe bending machine, without any filler material.
• When bending the epoxy resin coating at a 30° angle, the weld seam should be located on the outer side of the main bending surface. After the test, cut the specimen open from the middle of the bending arc axis to inspect for peeling and cracks in the inner coating.
Packaging and construction requirements
• Packaging Requirements: Use 10 strapping straps and 2 nylon straps, with blue plastic protective caps on both ends of the pipe. Protective pads are required at the strapping points of the plastic-coated composite pipes. The entire bundle of steel pipe should be wrapped in a plastic protective film with black lettering.
Product certificate labels and promotional labels should be neatly affixed to the pipe ends.
• Construction Requirements: If pipe sections need to be cut during use, or if the coating on the grooved ends has peeled off, epoxy resin repair fluid should be applied to the pipe ends to prevent corrosion after water supply. The pipes should be protected from sunlight and covered upon arrival at the construction site.









































































