- Welding process standardization
• High-Frequency Welding Automatic Online Monitoring System
This project researched and developed an online monitoring and control system for the high-frequency welded pipe welding process, realizing the data acquisition, processing, and automatic matching and adjustment of key parameters such as welding current, welding voltage, and unit production speed during the high-frequency welded pipe production process.
- Online monitoring system for high-frequency welded pipe production


Chemical property test
① Conduct chemical analysis and tensile tests on the raw materials in advance. The tests must be qualified, with an inspection frequency of once per furnace.
② After the steel pipes are produced, promptly perform flattening and cold bending tests. The tests must be qualified, with an inspection frequency of 4 times per shift.
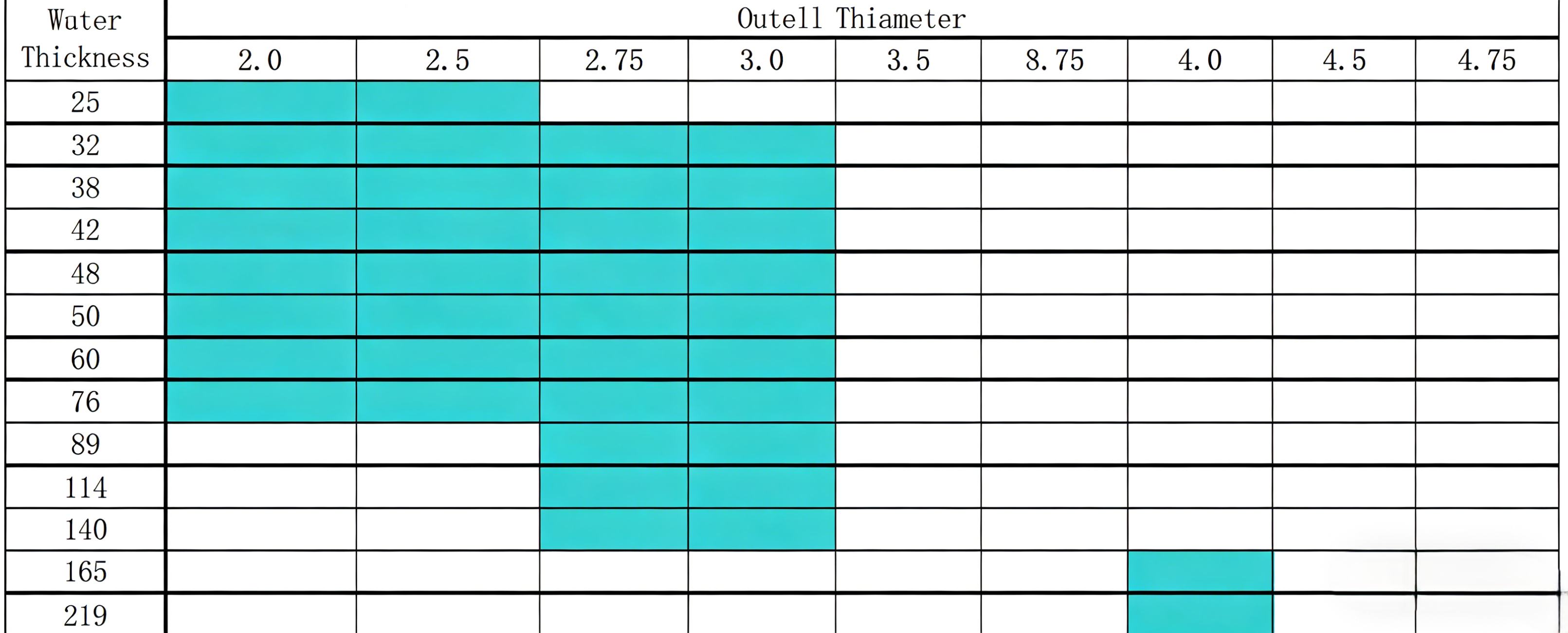
The quantity of steel pipes in each batch should not exceed the following:
a) Steel pipes with an outer diameter not exceeding 219.1 mm, produced per shift;
b) Steel pipes with an outer diameter greater than 219.1 mm but not greater than 406.4 mm, 200 pieces.
Chemical analysis sample: The uniform requirement for spectral analysis samples is a rectangular sample size of 30 mm x 70 mm.

Flattening experiment |

Bending test |

Standard sample |
hydrostatic test
Ensure a 100% water pressure test (test pressure not less than 5.0 MPa, pressure stabilization time not less than 5 seconds).

Welded steel pipes — sports equipment pipes
Execution Standards:
GB/T3091-2025 Welded Steel Pipes for Low-Pressure Fluid Transportation
GB/T13793-2016 Straight Seam Resistance Welded Steel Pipes
Application Scope: Straight seam welded pipes for sports equipment
Steel Pipe Material: Q195, Q215, Q235, Q345
Steel Pipe Dimensions: DN15~DN200mm
Basic Requirements:
* Pipe Ends: Straight seam welded pipes are supplied with flat ends on both sides. If beveling is required, it must be clearly stated in the contract.
* Outer Diameter Deviation: The permissible deviation of the welded pipe's outer diameter is ±0.5%D (D is the nominal outer diameter), but the maximum permissible deviation within 200mm of the pipe end shall not exceed ±1.0mm.
* Length Deviation: 0mm~+20mm. Special requirements from the user can be negotiated and specified in the contract.
* Process Performance Test: Fully guaranteeing flattening and bending process performance tests.
* Internal and External Burrs: External burrs on ERW steel pipes should be removed, requiring a smooth scraped surface. Internal burrs can be removed according to the user's requirements.
Product Specifications